Comprendre les effets d'échelle hydrodynamiques lors de l'extrapolation des systèmes d'agitation
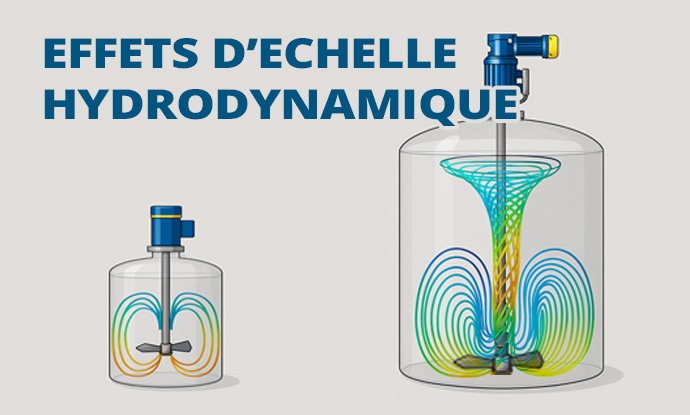
L’agitation et le mélange de fluides sont des opérations incontournables en génie des procédés. Un défi majeur consiste à transposer un procédé d’une petite échelle (laboratoire ou pilote) à une échelle industrielle bien plus grande, en conservant les mêmes performances de mélange. Or, les écoulements de fluides ne “suivent” pas simplement l’agrandissement géométrique : changer d’échelle modifie profondément le comportement hydrodynamique. Cela soulève plusieurs enjeux scientifiques et techniques : l’influence de l’échelle sur le régime d’écoulement (laminaire, transitoire, turbulent), les conséquences de la transition entre ces régimes sur l’intensité de la turbulence et la qualité du mélange, ainsi que l’écart entre les phénomènes globaux (moyennés sur la cuve) et les phénomènes locaux (dans certaines zones du fluide), par exemple en termes de distribution des vitesses et de gradients locaux de concentration. Nous abordons ci-dessous chacun de ces aspects, afin d’expliquer pourquoi le changement d’échelle en hydrodynamique est une problématique complexe, et comment il peut être surmonté.
Influence du changement d’échelle sur les régimes d’écoulement
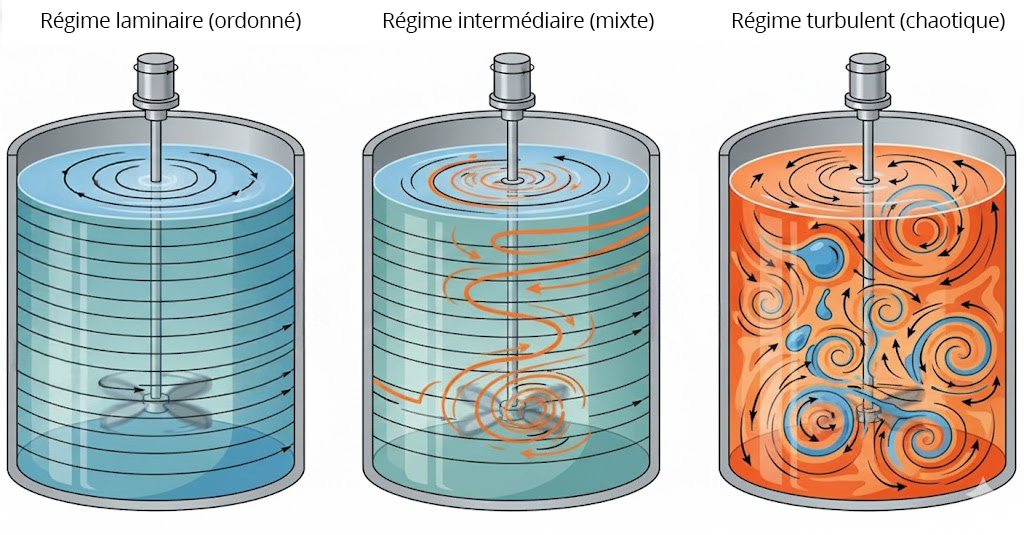
En mélange agité, le comportement de l’écoulement dépend fortement du régime hydrodynamique. Sont classiquement distingués :
- Un régime laminaire :
- Un régime turbulent :
- Un régime intermédiaire (transitoire) :
Le passage d’une échelle à l’autre s’accompagne souvent d’un changement de régime d’écoulement, si les conditions d’agitation ne sont pas ajustées. En effet, le nombre de Reynolds de l’agitateur Re s’écrit proportionnellement à N times d2 (avec N la vitesse de rotation et d le diamètre de l’hélice ou turbine). Si l’échelle est augmentée en multipliant toutes les dimensions (taille de cuve, diamètre d’hélice…) par un facteur F, le volume de liquide augmente comme F3. Pour conserver le même régime d’écoulement, il conviendrait en principe d'ajuster la vitesse N afin de garder Re constant.
Or, plusieurs scénarios peuvent se produire :
- Même vitesse de rotation qu’à petite échelle :
- Vitesse d’agitation réduite :
- Ajustements de conception :
En somme, l’effet d’échelle sur le régime d’écoulement se résume ainsi : sans précautions, un changement d’échelle peut faire basculer un écoulement d’un régime à un autre. Passer d’un régime laminaire (peu mélangé) à turbulent(bien mélangé) peut sembler bénéfique, mais cela s’accompagne de besoins énergétiques bien plus importants. À l’inverse, si la puissance à grande échelle est limitée, le risque est de tomber dans un régime transitoire moins efficace. Idéalement, l’agitatoriste cherche à opérer autant que possible en régime turbulent, car il assure un mélange rapide et homogène. Cependant, atteindre ce régime dans un grand volume nécessite souvent soit d’investir en puissance d’agitation, soit de développer des solutions (géométrie, multiplicité de mobiles) pour favoriser la turbulence malgré l’échelle. Il est facilement compréhensible dès lors que l’extrapolation d’une cuve agitée n’est pas un problème simple: il convient de déterminer quels paramètres garder constants et lesquels peuvent varier, de façon à reproduire le procédé à grande échelle sans perte de performance. Nous reviendrons plus loin sur les critères de similitude employés pour cela.
Transition entre régimes : conséquences sur la turbulence et la qualité du mélange
Il est généralement souhaitable d’éviter de faire fonctionner un mélangeur dans le régime intermédiaire. En effet, la transition laminaire–turbulent s’accompagne d’une forte variation des caractéristiques d’écoulement, ce qui peut nuire à la qualité du mélange. Plusieurs problèmes peuvent survenir en régime transitoire :
-
Turbulence incomplète
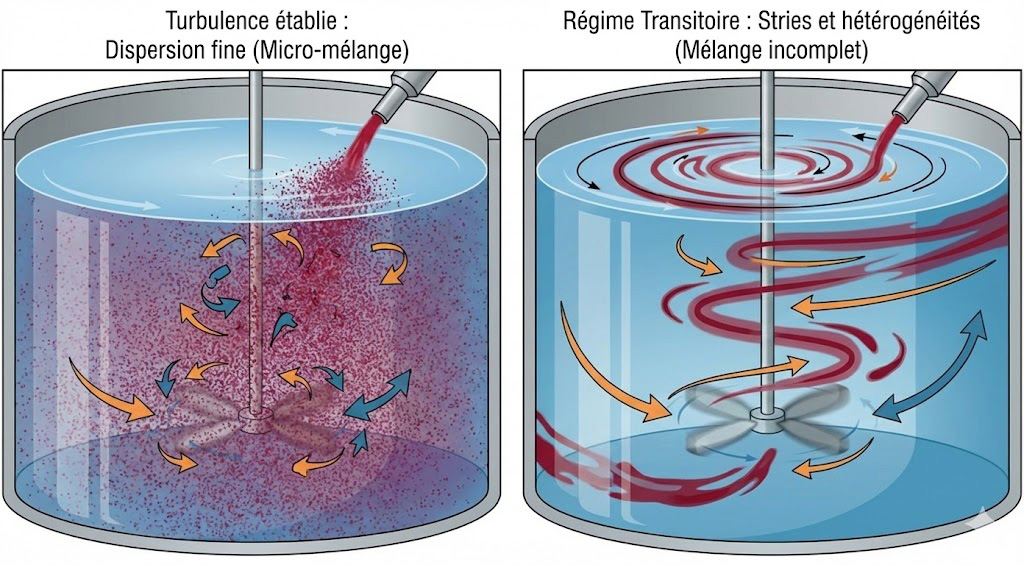
La turbulence, quand elle est pleinement établie, se manifeste par des fluctuations rapides de vitesse à toutes les échelles, ce qui améliore grandement le mélange aux échelles fines (on parle de micro-mélange). Dans le régime intermédiaire, la turbulence n’est que partielle. Le fluide n’est pas totalement calme, mais il n’est pas non plus complètement chaotique. Des tourbillons peuvent apparaître puis disparaître, de façon irrégulière. Cette turbulence sporadique signifie que le mélange ne bénéficie qu’en partie des avantages du régime turbulent. L’intensité turbulente (mesurée par l’amplitude des fluctuations de vitesse) est plus faible et moins uniforme qu’en régime pleinement turbulent. Par conséquent, la fragmentation des zones non mélangées est moins poussée : il subsiste des zones où les fluides ne se dispersent mal. En d’autres termes, la qualité du mélange est dégradée par rapport au régime turbulent pur. Par exemple, une cuve agitée en régime transitoire pourra présenter des stries ou des poches de liquide moins bien mélangé, là où une agitation turbulente homogénéiserait le tout.
-
Sensibilité et imprévisibilité :
-
Mauvais mélange macroscopique :
-
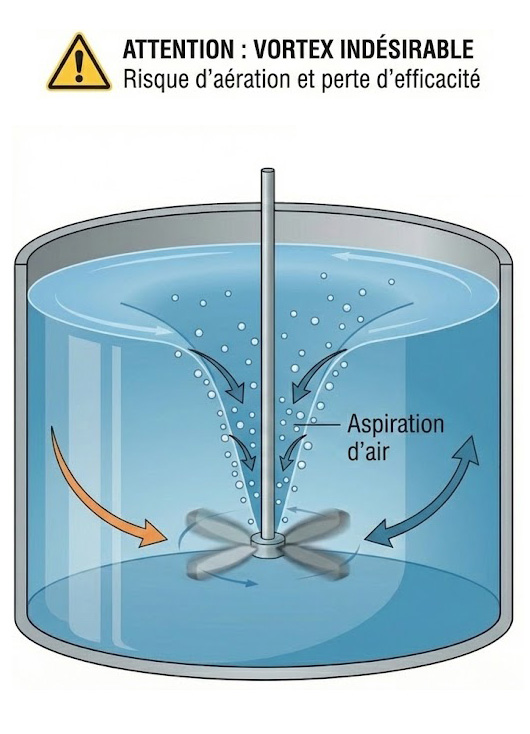
Risques de vortex :
Un cas particulier lié à la transition concerne la formation de vortex à la surface libre.
En régime turbulent avec contrepales (déflecteurs anti-vortex), la surface reste relativement plane car les mouvements tourbillonnaires sont rapidement brisés par la turbulence et les contrepales.
En régime laminaire, la surface reste plane également car le fluide tourne de manière solidaire sans former de dépression centrale. Mais dans certaines conditions intermédiaires (surtout sans contrepales ou avec une agitation modérée), un vortex peut se former. Ce vortex n’est pas désiré car il peut entraîner de l’air dans la cuve (ce qui perturbe le mélange et provoque de la mousse ou de l’oxydation) et parce qu’il indique un mauvais usage de l’énergie (une partie de l’énergie sert à maintenir ce vortex plutôt qu’à mélanger).
La formation d’un vortex est associée à un nombre de Froude élevé, c’est-à-dire un régime dominé par l’inertie centrifuge par rapport à la pesanteur. Avec des contrepales efficaces, ce problème est généralement éliminé, mais à trop faible vitesse (ou sans assez de turbulence), le liquide peut rester en rotation quasi rigide et former un vortex stable. Ce phénomène apparaît typiquement pour un Reynolds modéré (on l’observe dès Re approx 300 dans une cuve non chicanée), c’est-à-dire en régime de transition dans bien des cas. La solution consiste à soit accroître la turbulence (augmenter N ou modifier la géométrie) pour briser le vortex, soit ajouter/réparer les contrepales.
En régime turbulent avec contrepales (déflecteurs anti-vortex), la surface reste relativement plane car les mouvements tourbillonnaires sont rapidement brisés par la turbulence et les contrepales.
En régime laminaire, la surface reste plane également car le fluide tourne de manière solidaire sans former de dépression centrale. Mais dans certaines conditions intermédiaires (surtout sans contrepales ou avec une agitation modérée), un vortex peut se former. Ce vortex n’est pas désiré car il peut entraîner de l’air dans la cuve (ce qui perturbe le mélange et provoque de la mousse ou de l’oxydation) et parce qu’il indique un mauvais usage de l’énergie (une partie de l’énergie sert à maintenir ce vortex plutôt qu’à mélanger).
La formation d’un vortex est associée à un nombre de Froude élevé, c’est-à-dire un régime dominé par l’inertie centrifuge par rapport à la pesanteur. Avec des contrepales efficaces, ce problème est généralement éliminé, mais à trop faible vitesse (ou sans assez de turbulence), le liquide peut rester en rotation quasi rigide et former un vortex stable. Ce phénomène apparaît typiquement pour un Reynolds modéré (on l’observe dès Re approx 300 dans une cuve non chicanée), c’est-à-dire en régime de transition dans bien des cas. La solution consiste à soit accroître la turbulence (augmenter N ou modifier la géométrie) pour briser le vortex, soit ajouter/réparer les contrepales.
En somme, le meilleur mélange est obtenu en régime turbulent pleinement développé.
Toute situation de transition où l’on n’atteint pas ce régime optimal se paie par un mélange plus lent voir moins homogène. C’est pourquoi, lorsqu’on extrapole un procédé, l’agitatoriste cherche à s’assurer que la grande échelle fonctionnera dans un régime d’écoulement aussi favorable que possible. Par exemple, dans le cas d’un fluide très visqueux (polymères, sirops, etc.), il est parfois inévitable de rester en laminaire à l’échelle industrielle ; l’agitateur sera alors dimensionné pour au moins obtenir un écoulement laminaire efficace (utilisation d’un mobile type ancre ou hélice à ruban, couvrant bien la paroi, pour évacuer les zones stagnantes). Inversement, pour un fluide peu visqueux, il convient de s’assurer que le système d’agitation fournit assez d’énergie pour dépasser clairement la transition et entrer en régime turbulent en utilisant pour cela un critère de similitude comme le nombre de puissance constant (ce qui garantit un certain niveau de turbulence à chaque échelle). Enfin, il convient d’éviter la zone intermédiaire lors des changements d’échelle progressifs : en pratique, il est recommandé de passer par des paliers de taille (du labo au pilote, puis au démonstrateur, puis à l’industriel) avec des incréments raisonnables (par exemple un facteur 10 en volume à chaque fois), de manière à pouvoir ajuster les conditions et éviter des variations hydrodynamiques brusques qui pourraient sinon dégrader les performances.
Phénomènes locaux vs phénomènes globaux : hétérogénéité des vitesses et gradients
Un autre défi lié à l’effet d’échelle est la prise en compte des phénomènes locaux au sein du fluide, par opposition aux mesures globales. À l’échelle du laboratoire, il est souvent considéré principalement des paramètres globaux : par exemple le temps de mélange (durée pour homogénéiser la cuve entière), la puissance totale agitée, le débit moyen de circulation, etc. Or, dans une grande cuve industrielle, l’écoulement est loin d’être uniforme : il présente une structure 3D très hétérogène, surtout en régime turbulent. Il existe des profils de vitesse, de cisaillement, d’intensité de turbulence, de concentration, de température, etc., variant d’un point à l’autre de la cuve. L’analyse locale de l’écoulement, via des mesures (anémométrie, vélocimétrie laser PIV) ou des simulations CFD, révèle par exemple l’existence de zones mortes (peu ou pas brassées, souvent dans les coins, les hauteurs ou près des parois) et de zones de fort cisaillement (en général au voisinage immédiat du mobile). Autrement dit, à chaque instant, différentes régions du réacteur sont dans des conditions hydrodynamiques très différentes.
Ainsi, les éléments fluides ou les inclusions dispersées (particules solides, gouttelettes de liquide, bulles de gaz, micro-organismes…) présents dans la cuve n’expérimentent pas tous le même environnement local. Par exemple, un microbe circulant près de l’hélice subira des vitesses élevées et un fort cisaillement (ce qui peut améliorer le transfert de nutriments mais risque aussi d’endommager des cellules fragiles), tandis qu’un autre microbe situé dans un recoin éloigné peut manquer d’oxygène dissous ou de substrat faute de renouvellement rapide du liquide. De même, dans un réacteur chimique, des gradients de concentration ou de température peuvent persister localement : si une espèce réactive mal diffusée dans la cuve, des hétérogénéités de concentration peuvent impacter la cinétique de réaction ou conduire à des sous-produits indésirables. Ainsi donc à grande échelle, la performance du procédé peut dépendre aussi de ces phénomènes locaux. Un mélange globalement “homogène” peut cacher des micro-hétérogénéités qui, si elles coïncident avec les échelles caractéristiques du procédé (réaction, croissance cellulaire…), auront des impacts négatifs sur le rendement ou la qualité du produit.
Pour maîtriser ces effets, il est indispensable de compléter l’étude globale par une étude locale de la cuve agitée. Concrètement, cela signifie que l’on va s’intéresser à la distribution tridimensionnelle des vitesses et des gradients, et chercher à la rendre compatible avec les exigences du procédé. Comparons par exemple la taille des tourbillons turbulents aux dimensions des particules ou micro-organismes : si les vortex sont bien plus grands, les particules “voient” essentiellement un écoulement moyen sans être dispersées finement ; s’ils sont plus petits, au contraire, ils agitent chaque particule efficacement. Il est possible également d’évaluer le temps de renouvellement d’un fluide en un point donné (lié au débit de circulation) par rapport au temps caractéristique de réaction : si le brassage est trop lent localement, la réaction aura lieu en régime hors-équilibre, potentiellement avec une conversion incomplète ou des points chauds localisés.
Un concept utile est que le mélange s’effectue en réalité via plusieurs mécanismes complémentaires :
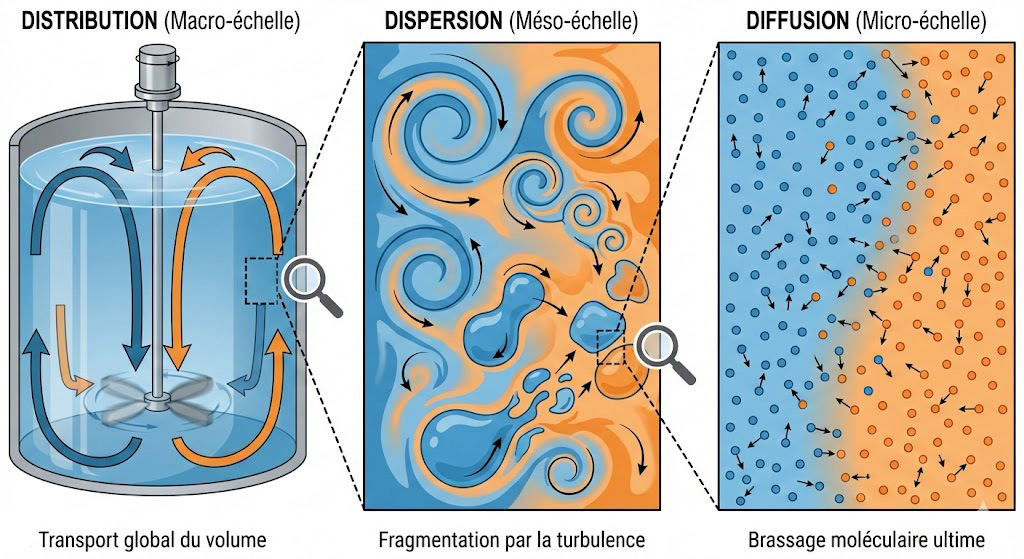
- Distribution (ou convection globale) : transport du fluide par les courants principaux générés par l’agitateur, de sorte à balayer l’ensemble du volume. Ce phénomène permet de rapprocher les régions du fluide, mais il est d’autant plus lent que le volume à couvrir est grand. En effet, un plus grand volume signifie des distances de circulation plus longues et un risque accru de zones peu accessibles. À petite échelle, la distribution est relativement rapide (on peut facilement brasser tout un bécher de 1 L avec un agitateur à barreau magnétique). À l’échelle d’une cuve de 50 m³, en revanche, même un fort courant mettra un certain temps à entraîner du fluide d’un bout à l’autre : ce principe est couramment appelé « l’inertie du volume ».
- Dispersion : fragmentation des éléments fluides par l’action des turbulences par effet de cisaillement, formant une multitude de morceaux de fluide de plus en plus petits et de composition homogène, qui se dispersent dans tout le volume. La dispersion est essentiellement due aux tourbillons : les grands tourbillons mélangent de gros volumes entre eux, tandis qu’en se scindant en tourbillons plus petits, ils mélangent les volumes aussi à plus petite échelle. En régime turbulent intense, la dispersion produit un mélange intime des fluides, jusqu’à des échelles très fines. En régime laminaire, au contraire, il n’y a pas de dispersion par turbulence ; des strates de fluide différentes peuvent coexister longtemps sans se subdiviser, ce qui retarde le mélange complet.
- Diffusion : brassage à l’échelle moléculaire par mouvement Brownien, amenant les molécules des zones plus concentrées vers les zones plus diluées. C’est le phénomène ultime qui homogénéise le fluide au niveau microscopique (au-delà de ce que la dispersion a pu accomplir). La diffusion pure est très lente à l’échelle d’une cuve (par exemple, laisser du sucre se diffuser sans remuer prendrait des heures dans un verre d’eau), mais très rapide sur de courtes distances. C’est pourquoi la dispersion préalable est cruciale : plus l’agitation a réussi à réduire la taille des poches de fluide à mélanger, plus la diffusion pourra finir le travail rapidement. En d’autres termes, la turbulence crée de petits éléments bien mélangés, et la diffusion s’occupe d’effacer les derniers gradients de concentration entre ces éléments.
Ces trois mécanismes agissent de concert dans un mélange réel. À petite échelle, l’agitatoriste parvient souvent à tous les mettre en œuvre efficacement : un agitateur de laboratoire crée à la fois une bonne circulation (distribution) et suffisamment de turbulence (dispersion), si bien que la diffusion n’a plus qu’à équilibrer quelques traces finales de gradient. À grande échelle, en revanche, le maillon faible peut être la distribution : il est possible de générer beaucoup de turbulence localement, mais si certaines zones de la cuve ne sont pas convenablement alimentées en fluide brassé, elles resteront mal mélangées.
Par exemple, un gros agitateur à haute vitesse peut créer un jet très turbulent à proximité, mais si ce jet ne pénètre pas jusqu’au fond de la cuve, le fond peut rester stratifié. C’est là qu’interviennent des choix de design judicieux : géométrie de la cuve et de l’agitateur ; position, type et nombre de mobiles ; présence de contrepales, etc. jouent un rôle crucial pour assurer un mélange uniforme. Des anti-vortex (contrepales) sont presque toujours indispensables dans les cuves cylindriques pour briser le mouvement circulaire purement tangentiel et induire des écoulements radiaux et axiaux utiles. Sans ces déflecteurs, le liquide pourrait simplement tourner en masse sans jamais réellement se mélanger transversalement (phénomène de vortex stable ou centrifuge).
De même, un mobile de large diamètre tournant lentement tend à déplacer un gros volume de fluide de manière douce (flux axial important), atteignant les recoins de la cuve, là où un petit mobile rapide se contenterait de cisailler le fluide localement sans entraîner le reste (flux radial concentré). C’est pourquoi, pour les grands volumes, il est souvent recommandé d’utiliser des mobiles à flux axial de grande envergure, par exemple des hélices ou turbines inclinées couvrant de 1/3 à 2/3 du diamètre de la cuve (ratio dépendant de la viscosité du liquide), plutôt qu’une petite turbine centrée. Ces mobiles “doux” assurent une meilleure distribution globale (moins de zones mortes) tout en générant suffisamment de turbulence pour disperser efficacement les fluides.
En définitive, l’hétérogénéité locale est un enjeu d’échelle majeur. À volume égal, une petite cuve aura tendance à être plus uniforme qu’une grande, simplement parce que toute portion de fluide y est plus proche de l’agitateur et parcourt de plus petites distances pour se mélanger. À grande échelle, il est particulièrement difficile d’éviter qu’il existe des gradients locaux de vitesse ou de concentration ; l’objectif est de les minimiser et de s’assurer qu’ils ne compromettent pas le procédé. Les progrès récents en simulation numérique (CFD) et en métrologie ont permis de mieux caractériser ces phénomènes locaux. Il est désormais possible de visualiser des cartes de vitesse ou d’énergie turbulente dans la cuve. Ces informations sont précieuses pour identifier, par exemple, une zone morte sous un mobile radial (qu’on pourrait corriger en abaissant le mobile ou en ajoutant un second étage), ou une région de cisaillement intense potentiellement dommageable (qu’on pourrait atténuer en choisissant un agitateur moins brutal). En résumé, la compréhension fine de la distribution de vitesse et des gradients locaux à grande échelle permet d’optimiser la conception et l’opération des mélangeurs industriels, afin de relever le défi d’un mélange aussi homogène et contrôlé qu’en laboratoire.
Conclusion
Le changement d’échelle en hydrodynamique représente un défi multidimensionnel. D’une part, il s’agit de veiller à maintenir un régime d’écoulement approprié en jonglant avec les critères de similitude : garder un nombre de Reynoldssuffisamment élevé pour bénéficier de la turbulence, sans exiger une puissance irréaliste. D’autre part, il importe de prendre en compte les contraintes de mélange local : une cuve de grande taille nécessite de promouvoir une circulation couvrant tout le volume et d’alimenter correctement chaque recoin en énergie de mélange, afin d’éviter les poches mal mélangées et les gradients nuisibles.
En pratique, la stratégie d’extrapolation consiste souvent à choisir un ou deux paramètres clés à conserver entre l’échelle pilote et l’échelle industrielle, en fonction des objectifs du procédé. Souvent, plusieurs itérations sont nécessaires : extrapolation à taille supérieure, identification les écarts (par simulation ou par essais pilotes), puis ajustement (par exemple en modifiant le diamètre d’hélice, en ajoutant des contrepales ou en changeant de règle de similitude). Procéder par paliers d’échelle permet d’affiner progressivement ces réglages.
Ce faisant, les effets d’échelle hydrodynamiques imposent de repenser le mélange à chaque changement de dimension. Toutefois, grâce aux avancées de la science des fluides, il est possible d’anticiper ces défis et de les relever : aujourd’hui, l’agitatoriste sait combiner l’analyse globale (bilan de puissance, temps de mélange) et l’analyse locale (profils de vitesses, échelles de turbulentes) pour concevoir des systèmes d’agitation robustes ajustés au volume à traiter.
(Prochainement disponible)